
ノギスは測定時、結果に誤差が出てしまうことがあります。
誤差要因には様々なものがあり、本記事では主な誤差要因をご紹介します。
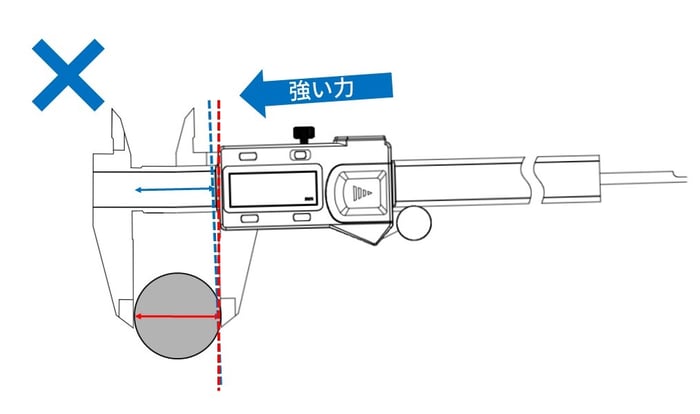
①測定力のかけすぎ
ノギスはアッベの原理に反する測定器なので、測定の際に力をかけすぎると、
表示値と真の値に誤差が生まれてしまいます。
アッベの原理とは、「測定対象物と測定器具の目盛りを、同一軸上に配置することで、
測定誤差を最小限にし、測定精度を高めることができる」というものです。
ノギスは測定と目盛の位置が同一線上にないため、アッベの原理に反する測定器になります。
アッベの原理に従っていないと、下図のように強い力がかかった際に
測定部と目盛が平行でなくなってしまうことになり、誤差が生まれます。
②熱膨張
これはノギスに限らず、物体の長さを測定する際には、温度条件への配慮が必要となります。
物体は熱膨張によって体積が変わるため、長さにも変化が出ます。
室温は20℃前後が好ましいと言われています。
測定前から測定対象物・測定器具の両者とも室温に慣らしておく必要があります。
③クチバシの厚さと隙間
小穴の内径を測定する際、内側測定用ジョウ(クチバシ)の厚さと
内側測定用ジョウ間の隙間によって誤差が生じます。
下図のように、クチバシと穴の間に隙間ができてしまい、実際よりも小さく測定されてしまいます。
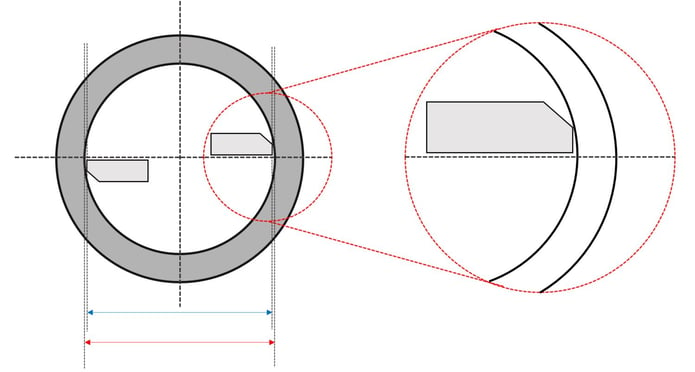 この誤差はクチバシの厚さが厚いほど、クチバシ間の隙間が大きいほど、
この誤差はクチバシの厚さが厚いほど、クチバシ間の隙間が大きいほど、
穴径が小さいほど、大きくなります。
以下④~⑥は、全て器差内に抑えられるべきものであり、
器差を満足しているノギスでは問題にはなりません。
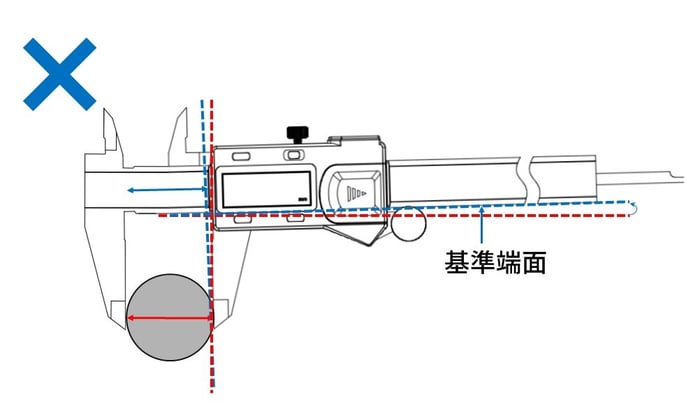
④基準端面の真直度
基準端面に曲がりがあると、下図のように測定誤差が生じます。
赤の点線が曲がりの無いノギスで測定した正しい測定、
青の点線が曲がりのあるノギスで測定した誤差が生じてしまう測定になります。
⑤ジョウの直角度
ジョウが本尺・基準端面に対して直角である必要があります。
ジョウが斜めになっていると、④と同じように、実際の測定値よりも小さく測定してしまいます。
⑥本尺の目盛面の平面度
目盛が刻まれている面は、平らである必要があります。
他にも視差や目盛の精度など、様々な要因によって誤差は生じます。
目盛を読む必要がないデジタルノギスを使用したり、
実際より小さい測定値が出る場合は、何度か測定したうちの最大値をとったりすることで
誤差を最小限に抑えることができます。
